Hasat, taşıma, kurutma, elevatör veya depolama işlemleri sırasında mekanik stres (darbe, sürtünme, sıkıştırma) sonucu arpa danelerinde fiziksel kırılmalar, çatlaklar, ezilmeler ve iç bozulmalar meydana gelir.
Bu hasarlar doğrudan dane bütünlüğünü, maltlık kalitesini, çimlenme oranını ve depolama dayanıklılığını etkiler.
Normalde sağlam arpa oranı ≥ %95 olmalıdır.
Kırık veya çatlak oranı %5in üzerine çıktığında kalite sınıfı düşer.
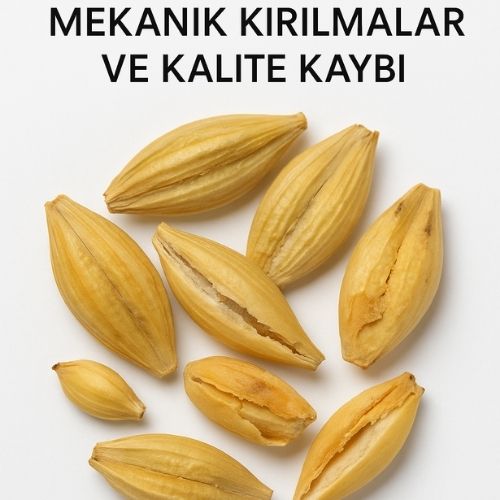
Belirtiler
Tanelerde çizgi, çatlak, ezik veya parçalanma gözlenir.
Dane kabuğu (perikarp) yırtılmış veya soyulmuştur.
Daneler mat, opak veya beyazlaşmış görünür.
Unlaşmış (tozlaşmış) taneler ve kırıntılar elek altında birikir.
Maltlık arpalarda çimlenme oranı düşer (%95 → %75).
Depolamada küf gelişimi artar (çatlak bölgelerden nem alımı).
Fizyopatolojik Mekanizma
Mekanik kırılmalar, danenin su içeriği, elastikiyet ve hasat ekipman ayarlarına bağlı olarak gelişir:
Dane nemi düşükse (<12%) → taneler gevrekleşir → darbe ile kolay kırılır.
Kurutma hızı yüksekse (>50 °C) → iç ve dış nem farkı artar → mikro çatlaklar.
Hasat makinelerinde yüksek rotor devri → darbe kuvveti yükselir.
Taşıma sırasında aşırı yükleme ve düşürme → sıkışma ve ezilme hasarı.
Metal konveyör yüzeyleri → dane yüzeyinde ısınma ve oksidatif kararma.
Doku ve Mikroskobik Bulgular
Perikarp (kabuk) tabakası yırtılmış, endosperm kısmen açığa çıkmıştır.
Protein matrisi ve nişasta granülleri düzensiz dağılmıştır.
Lipit oksidasyonu sonucu renk ve koku bozulmuştur.
Hücre duvarlarında mekanik deformasyon ve su kaybı izleri.
Kırık bölgelerde küf ve mikrobiyal kolonizasyon sıklıkla görülür.
Risk Faktörleri
Faktör
Etkisi
Düşük dane nemi (<12%)
Kırılganlık artar
Yüksek kurutma sıcaklığı (>50 °C)
İç çatlaklar oluşur
Yüksek rotor devri veya elevatör hızı
Darbe stresi artar
Aşırı yükleme / sert yüzey
Ezilme ve sıkışma hasarı
Uygun olmayan depolama basıncı (>250 kg/m³)
Alt tabaka deformasyonu
Metal yüzeyde sürtünme
Yüzey kararması ve ısınma
Kalite Üzerindeki Etkiler
Özellik
Etkilenme Düzeyi
Açıklama
Hektolitre ağırlığı
↓ 510%
Kırık ve boş taneler artar
Protein oranı
≈
Besin içeriği sabit, fakat eşitsiz dağılır
Çimlenme gücü
↓ 1025%
Embriyo zedelenir
Maltlık kalitesi
↓
Su alımı dengesiz, enzim aktivitesi bozulur
Depo dayanımı
↓
Nem alımı kolay, küf riski yüksek
Görsel kalite
↓
Pazar değeri düşer
En Hassas Süreçler
Süreç
Kritik Etken
Hasat
Biçerdöver rotor devri (≤900 rpm olmalı)
Kurutma
Hızlı hava akışı + 4045 °C altında
Taşıma
Düşürme yüksekliği <2 m
Depolama
Sıkıştırma basıncı kontrol edilmeli
Elekleme / Temizleme
Aşırı hız çatlak oluşturur
Önleme ve Koruma Stratejileri
1. Hasat ve Kurutma Yönetimi
Hasat zamanı dane nemi %1314 olmalı.
Biçerdöver rotor hızı: 800900 rpm.
Kurutma sıcaklığı: max. 45 °C, yavaş hava akışıyla.
Kurutma sonrası dane 68 saat dinlendirilmeli (gerilimi azaltmak için).
2. Taşıma ve Depolama
Konveyörlerde kauçuk kaplama veya spiral elevatör tercih edilmeli.